Ho aperto la scatola delle stampanti cannibalizzate alla ricerca di parti idonee - la scelta è caduta su 2 stampanti inkjet: la prima aveva un'ottima meccanica di trascinamento carta, ancora integra comandata da un motore a step attraverso un motoriduttore - purtroppo il carrello delle testine era comandato da un motore a step che arrivava a 8 millesimi di pollice per microstep (risoluzione troppo bassa). La seconda stampante aveva un meccanismo di trascinamento carta non adatto ma un meccanismo di spostamento testine ottimo (per i miei scopi) - veloce e con una risoluzione di 2 millesimi di pollice per microstep (significa circa 500 dpi). Il motore è siglato 17PM-K212-P2T, ha un angolo di step di 1,8 gradi.
Detto fatto: taglia e cuci meccanico e con l'ausilio di cacciavite, trapano, smerigliatrice angolare e seghetto da due ne ho fatta una: eccola.


Ho limato un po' i due "pressacarta" centrali ed ho allentato un po' le molle di chiusura in modo che il pezzo di vetronite da "stampare" ci passi senza sforzo.

Vista posteriore: ho avvitato una parte aggiuntiva con rulli e molle per reggere e tenere allineata la vetronite.

Le pellicole fotosensibili reagiscono alle lunghezze d'onda ultraviolette "polimerizzando" (non so se sia il termine esatto). Ho scelto un laser violetto (405nm), visto su ebay e poi acquistato direttamente dal sito del venditore per risparmiare qualche euro. Ho acquistato: diodo laser PHR-805, contenitore/dissipatore, ottica in vetro adatta ai 405nm, schedina di alimentazione (venduta con il laser) con ingresso TTL. Mi sono spaventato leggendo in rete di quanto siano delicati questi diodi e non mi sono azzardato ad alimentarlo da me. Questo diodo arriva fino a 150mW, io l'ho fatto lavorare a 80mW e dai primi esperimenti mi pare sufficiente.
ATTENZIONE: i diodi laser, oltre che delicati possono essere anche estremamente pericolosi - proteggetevi opportunamente gli occhi !
La cosa più importante è focalizzare perfettamente il raggio sulla superficie della basetta; l'ottica è provvista di una regolazione di messa a fuoco tramite una vite: avvitando l'ottica verso l'interno o svitandola verso l'esterno il "fuoco" si allontana o si avvicina. Per mettere bene a fuoco è meglio sottoalimentare il diodo (10mW?) abbassando la tensione di alimentazione in modo da avere un puntino osservabile a occhio nudo senza essere abbagliati - usate come bersaglio un pezzetto di plastica scura. A 80mW il puntino a fuoco farà uscire del fumo dalla plastica !
La distanza che ho tra la lente e la basetta è di 52mm, per focalizzare bene l'ottica è stata avvitata circa a filo del contenitore.
Ho messo anche un piccolo laser rosso da 1mW allineato che serve ad allineare la basetta prima di partire con il lavoro.
I laser devono essere montati sul carrello testine in modo che siano ben saldi e non soggetti a vibrazioni durante lo spostamento del carrello stesso.
Piccolo accorgimento: il laser non fa realmente un puntino ma fa un rettangolino: lo notate se lasciate l'ottica sfocata (magari proiettando sul muro) - fate un modo che il "rettangolino" sia ortogonale con gli assi X e Y della stampante, con il lato lungo disposto in verticale (secondo me è meglio - è una mia opinione).


La scheda di controllo monta anche due regolatori LM317 utili a non sovraccaricare l'alimentatorino del laser (regolatore di tensione) ed a regolare (a ridurre) l'assorbimento di corrente e quindi la potenza laser (regolatore di corrente). Tenete presente che la corrente assorbita dal diodo laser equivale a quella in uscita dalla nostra scheda meno 30mA assorbiti dall'alimentatorino interno.

Evidentemente anche sul PC serve qualcosa...
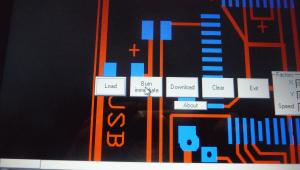
Qui ho usato VB6 ed ho scritto un programmino che: legge il file gerber del layout (bottom layer) e lo visualizza a video con grafica GDI (sono attese dimensioni in millesimi di pollice); se il suffisso del file è .GBL poi pretende di trovare il corrispontente .GBT (top layer) e rappresenta i fori al centro dei pad.
Ecco QUI il programma. (testato su Windows XP, Windows 7, Windows 8.1 e Windows 10)
L'ho utilizzato con i file gerber generati dal mio editor (TRAXMAKER) , non garantisco che funzioni con altri ma possiamo provare. Se mi mandate dei files gerber che non funzionano posso adattarlo e migliorarlo...
Ci si aspetta una risoluzione dei motori stepper di 2 millesimi di pollice per microstep in orizzontale e di 1,6 millesimi di pollice per STEP in verticale (il motore verticale non ha un movimento continuo quindi non uso fermate sui microstep intermedi). Se la risoluzione dei motori è leggermente diversa il programma accetta dei fattori di correzione
Il programma consente anche di smagrire (da 0 a 9 millesimi) le tracce ed i pad per compensare eventuali sbavature o sfocature (si dice così?) del laser.
Appositi bottoni consentono di impostare e provare diverse velocità di scorrimento della testina: va scelta la velocità più alta possibile che non faccia perdere colpi al motore (se succede si sente a orecchio) - tenete presente che più la velocità è alta e minore è l'irraggiamento dell'area - a velocità troppo alte potrebbe necessitare di far lavorare il laser a potenze più alte.
La velocità standard impostata è di 2 millisecondi per step (0,5mS x microstep) - siccome uno step fa 8 millesimi di pollice (0,20mm) la velocità è di circa 10cm al secondo.
Con il mio motore riesco senza problemi a lavorare fino a 0,3mS/microstep.
Ho fatto 3 prove con dei vecchi PCB per tarare il tutto.
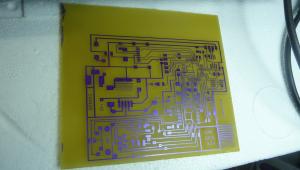
La quarta prova è stata la prova del fuoco - ho utilizzato una vecchia basetta in vetronite opportunamente ripulita e ho cercato di incidervi il circuito stampato del CAN132 (server web) che è discretamente impegnativo - occupa circa 90 x 70mm e comprende anche un IC TQFP a 64 pin con piste da 10 mils.
Il risultato è decisamente buono - si notano circa 3 imperfezioni dovute essenzialmente a qualche microbolla residua che si notava anche ad occhio - devo trovare il modo di migliorare quella fase - qualcuno consiglia di bagnare la basetta con acqua.
Non ci sono corti circuiti tra pin adiacenti; non ci sono piste interrotte - solo è scomparso (una bolla?) un pin del pic32 ma è un errore facilmente rimediabile.
Nuovi obiettivi: trovare il modo ideale per incollare la pellicola al PCB; utilizzare gli input aggiuntivi della schedina per dei tasti di posizionamento manuale; provare altre alternative di esposizione e di "smagrimento" delle piste (ho usato l'opzione "1" ma forse andava meglio "0"); modificare il software per effettuare la stampa offline; modificare il processo di stampa diretto che ora praticamente "blocca" il computer per tutto il tempo di stampa.
Si accettano suggerimenti !

Ho rilasciato la versione 2 del software VisualBasic e del firmware del PIC.
Novità:
- Durante la stampa il PC non si blocca più
- Il software prevede l'opzione per aggiornare il firmware della schedina on-line (senza collegare il pickit)
- Aggiunta l'opzione per fare il download del circuito sulla eeprom dell'interfaccia per poter avviare la stampa e staccare il pc
- aggiunta l'opzione per la stampa in "reverse" (testata con basetta presensibilizzata classica (positiva) )
Devo dire che con la basetta presensibilizzata classica, non essendoci problemi di bolle sotto al film, la precisione è veramente sorprendente. Unica accortezza: utilizzando una basetta con dry film negativo le piste vanno "smagrite" di 1-2 mils (c'è l'apposito parametro nella casellina) . utilizzando basette positive le piste vanno viceversa ingrandite di un paio di mils (io ho usato il valore -2); questo per prevenire le sbordature del laser il cui punto (a fuoco) è appunto di questo ordine di grandezza.
Non dimenticate che il parametro di smagrimento/ingrandimento ed coefficienti X e Y hanno effetto quando si carica un file gerber (tasto Load) - viceversa il parametro di velocità (speed) va impostato prima di fare un "download" o di fare un "burn immediato" (se modificate dopo non hanno effetto).
Pulsantino: il pulsante 1 (shift) imposta il movimento manuale verticale (premuto) o orizzontale (rilasciato). Il pulsante 2 sposta a sinistra (o in basso), il pulsante 3 sposta a destra (o in alto).
Premendo da solo il pulsante shift (1) per più di 3 secondi il programma legge da eeprom il dati dell'ultimo download ed effettua un movimento destra-sinistra con laser rosso acceso, per darvi modo di controllare l'allineamento della basetta. Se continuate a tenerlo premuto altri 2 secondi parte l'incisione vera e propria. Per fermarla a metà tenete ri-premete il tasto shift per una decina di secondi (a volte di più, non funziona perfettamente).

Scopo del test: verificare che si possano utilizzate basette piccole senza problemi.
Ho utilizzato un ritaglio di basetta presensibilizzata positiva - lo stampato misura mm 25 x 17, ho tagliato la basetta 28x20mm.
Risultato più che soddisfacente (le piste piccole sono da 12mils) ma che ha evidenziato una imperfezione del software: quando si stampa una basetta positiva ho previsto 2 margini esterni da circa 3mm che il laser "brucia" per lasciare uno spazio intorno al circuito stampato, altrimenti tutte le piste che arrivano a quel margine andrebbero in corto. Purtroppo invece in verticale non ci ho pensato e il laser fa una sola passata iniziale e finale.
Al prossimo giro metterò nell'interfaccia 2 caselline per poter decidere la spaziatura bruciata pre e post.
Ho anche verificato l'incisione del laser con l'esposizione UV: la velocità 43 corrisponde ad una buona esposizione UV (le piste si vedono solo dopo lo sviluppo); la velocità 40 brucia molto di più e le piste si vedono subito, lo sviluppo fa staccare quasi subito la parte esposta. In tutti e due i casi l'incisione risulta ottima.